

エピソード #1
井戸

大七の仕込み水は、安達太良山麓の花崗岩層をくぐり抜けた清冽な湧水で、それが蔵の敷地内にある3つの井戸からこんこんと湧き出ています。その中でも、創業以来、仕込みのために使われているのが通称「中井戸」。深さは10m程度の浅井戸ですが、適度にミネラルを含んだ中硬水で、軟水のきめ細やかさと硬水の熟成に対する強さを併せ持っています。大七の生酛造りに抜群の相性の良さをもつ最高の仕込み水です。
写真手前、井戸の上部に設置された滑車は、元旦の未明に一年の最初の汲み上げ、「若水取り」を行うためのもの。(井戸の奥にあるのは、高級酒の上槽に使用する槽(ふね)。)
エピソード #2
和釜

鋳物の和釜の良さは、強い火力による激しい沸騰に耐えること。それが、沸点の百度を上回る高温の乾燥した蒸気、「過熱蒸気(Superheated steam)」を生み出し、外硬内軟の蒸米を作り出すのです。大七では、昔から和釜による強い蒸しにこだわり、大型の三州釜を使用してきました。2001年に建築開始した新蔵でも、和釜による蒸しを継続するため、酒造業界最後の大型築炉工事とも言われた竈二基と大きな煙突を建設し、さらに2009年には、和釜自体を全国で約40年ぶりに、新たに二個鋳造しました。新しい和釜は、南部鉄器の伝統をもつ岩手県産です。さらに熱伝導性と強度を高めた新しい和釜が、末永く大七の酒造りを支えていくでしょう。
エピソード #3
四つの麹室




大七には、麹室が四つあります。商品ごとに使う部屋を分けているのではありません。一本のお酒の中に、独立した四つの麹室で作り分けた麹が、すべて入っているのです。四つの内訳は、酛麹室、添麹室、仲麹室、留麹室。一本のお酒が出来上がるまでに使用する、酛麹、添麹、仲麹、留麹は、それぞれに理想とする姿が異なります。例えば、最初に使う酛麹は、旺盛な食欲で増殖してくる酵母にどんどん栄養を供給できるように、酵素力の強い麹を、余り乾燥しすぎない環境の中で時間をかけて育てなければなりません。それに対し、最後の留麹はお酒の味わいに直結しているので、上品な香りをもつ突破精(つきはぜ)型の麹を、乾燥した高温の室内で育てます。四つの麹がもとめる環境はそれぞれに異なるので、同じ室内で作っていては、どうしても妥協を余儀なくされます。そこで大七では約六十年前から、温度湿度をそれぞれ最適にコントロールできる独立した四つの麹室で麹造りを行うようになりました。こんな贅沢な麹造りは、全国でも大七だけです。
エピソード #4
木桶仕込み蔵
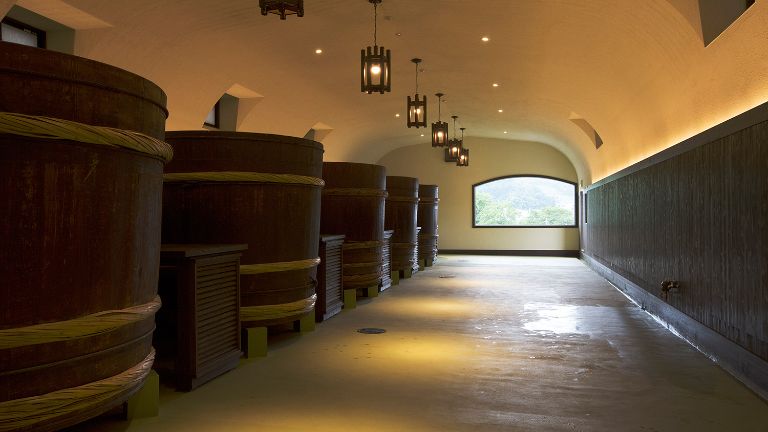
2001年に半世紀振りに木桶仕込みを復活させた大七は、2015年、おそらく全国にも例がないであろう木桶仕込み専用の美しい仕込蔵を誕生させました。壁際には堂々たる三十石の大桶が5個、台座に据え付けられています。塗り壁のヴォールト(かまぼこ型)天井を間接光が美しく照らし出し、中央にオリジナルデザインによる木組みの照明が7個吊り下がります。木桶群の向こうに、大窓から安達太良山の山並みが眺望できます。この蔵が目指すのは、この世で最も贅沢な酒造り、つまり、時間を惜しみなくかける酒造りです。時は人々に平等に分け与えられた資源であり、王侯といえども早めることは出来ません。より複雑でありながら調和のとれた、吟醸酒ならざる高級酒の頂点を目指して、真の強さをもった美酒造りに邁進してまいります。
エピソード #5
熟成

時を経ることで劣化する酒も多い中、むしろますます美味しさを増していく酒、時(とき)から熟成の旨みという恩恵を受けとることが出来るのは、真の強さを持った本物だけです。時間だけが与えることの出来る熟成の美味しさは、まさに人智を越えたもの。大七は、時間の試練に耐えうる強さをもったお酒を造るためにこそ、手抜きのない丁寧な手造りを貫いているのです。
たとえば純米酒や本醸造酒は、夏でも冷涼な貯蔵庫内のタンクの中で、一年から数年を過ごします。他方、純米吟醸や純米大吟醸は、醸造した年の春に厳格な審査を経て瓶詰めされ、瓶の状態で低温セラーに寝かされ、一年から数年を過ごします。写真の最高級酒セラーは、言わば大七のトレジャリー・ルーム。また、特別なヴィンテージを通常よりさらに何年も熟成させ、稀少な限定品として市場に登場させることもあります。お酒の裏ラベルに記された醸造年度は、熟成に要した時間がまさに大七の付加価値であることを誇らかに宣言しています。
エピソード #6
チーフ・ブレンダー

「お酒も年によって、仕込みによって、出来映えに差があるのですか?」とはお客様からよく頂く質問です。生きた微生物の営みで作り出す日本酒ですから、もちろんそれぞれの仕込みに微妙な個性の差があり、原酒として貯蔵されている間にも常に熟成の進み具合で変化しています。それらを全て把握した上で、変わらぬ安定した商品を創り出していくのがブレンダーの役割です。
大七のチーフ・ブレンダーは奥田恵子研究室長。奥田は、酒類総合研究所が認定する「清酒専門評価者Sake Expert Assessor, NRIB」を取得(現在でも総数100名程度の難関)していますが、あらゆる貯蔵原酒の現在の味わい、熟度、そして今後どう成長するかの長期的な全体像を把握しており、どれとどれを組み合わせればどんな味わいが生まれるかを、あたかも楽譜からオーケストラの創り出すハーモニーがリアルに響いてくるように思い描く能力は、全国でもピカイチでしょう。
1+1を3にも4にもしていくブレンドは、まさに第二の創造です。非常にクリエイティブな仕事であり、奥田なくしては、数十種類の原酒から究極の雫を生み出した、あの妙花闌曲グランド・キュヴェもあり得ませんでした。
エピソード #7
現代の名工

エピソードのとどめには、真打ちの登場です。「現代の名工」にして生酛造りの全国第一人者、佐藤孝信杜氏。佐藤杜氏は、昭和の大杜氏・伊藤勝次に見出されて大七の酒造りに加わり、翌年には頭役に抜擢されるなど、すぐに頭⾓を現しました。そして先代の金田一杜氏の急逝を受け、1997年の秋に杜氏に就任。通常、特定の担当を持たずに全体を管理するのが杜氏の役割ですが、佐藤杜氏のスタイルは異なります。造りの要である生酛は自分で行いつつ全体の監督も行う、いわばプレイング・マネージャー。同じところに留まることなく常に実験と検証を繰り返し、毎年進化を続ける研究の⾍です。
「綺麗な仕事を10並べるか、3つだけかで酒の出来が決まる。簡単なことさね」
佐藤杜氏の仕事に一切手抜きはありません。10の工程があればその全てにとことんこだわり抜く佐藤杜氏の完璧主義があればこそ、誰もなし得なかった生酛造りの純米醸造による全国新酒鑑評会金賞を二度も達成する金字塔を打ち立てることができました。現在は新酒のコンテストは卒業し、より長い熟成で大輪の花を咲かせるスケール豊かな酒造りに邁進しています。
余談ながら、佐藤杜氏は自分で麹蓋、櫂棒などの酒造用具、新酒の初搾りを知らせる酒林 (杉⽟)、はてはお正月の鏡餅まで上手に作ってしまいます。まさに職人の鏡の佐藤杜氏です。