

超扁平精米
SUPER-FLAT RICE POLISHING
⽞米の表面を、どの部分においても同じ厚さに削り取る独自の精米技術。米の表面付近に多く存在するタンパク質をかつてないレベルまで効率よく除去し、有用なデンプンは無駄なく残します。
酒造における精米の目的
米の胚芽や外層部には、タンパク質、脂質、ミネラル、ビタミンが多く存在します。これらは麹菌や酵母の生育を急進させて発酵のバランスを崩したり、またお酒の着色、雑味の原因となって酒質を劣化させることがあります。これらの成分を取り除くのが精米の目的です。ただし、常に精米すればするほど良いという訳ではありません。大吟醸らしい華やかで繊細な香りを実現したいなら高度に精白しますし、純米酒らしい、燗酒にも向くしっかりした旨みのある酒を醸したい場合は中程度の精白が適しています。このように、精米はお酒のバリエーションを豊かにし、香味を決定づける非常に大切な要因であると言えます。
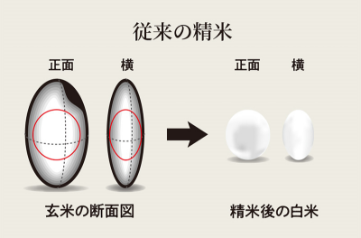
従来の精米法の問題点
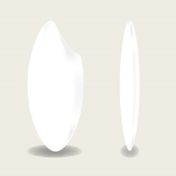
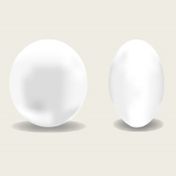
短時間で迅速に精米するために精米機のロール(砥石)の回転速度を上げ、その際に米の割れや砕けを少なくするために精米室内の米の密度を低くする精米法が一般に行われています。そうすると米は短軸を中心として乱回転する傾向が強くなり、米の長さの部分がより多 く削られて米は丸くなります。
この場合、米の長さの部分が極度に削られる反面、一番短い軸である厚さの部分は意外に削られておりません。従来の精米法では厚みの部分に不要成分を残し、長さの部分で有用なデンプンを無駄に削っているのです。
解決策としての扁平精米法
このような⽋点を克服する精米方法として、齋藤富男氏らによって提唱されたのが扁平精米法です。この方法では⽞米の表面を、どの部分においても同じ厚さに削り取ることを目標とするため、結果的に⽩米は従来法よりも扁平になります。
右図下図から不要成分が徹底的に除去され、しかも有用なデンプンは無駄なく残されていることがおわかりになるでしょう。
(齋藤富男氏は、この理論で日本醸造学会功績賞を受賞)
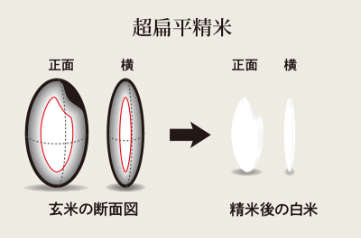
扁平精米法の原理は、下のアニメーションのとおりです。精米機のロール(砥石)の回転速度が低く精米室内の米の密度が高いと、米は長軸を中心として回転して、その結果、米は細長くなります。
ただ、この精米法は従来よりも精米時間が非常に長くかかり、砕米の危険も大きいと考えられています。
簡易指標としての「扁平精米歩合」の提案
そもそも精米歩合とは何なのでしょうか。⽩米重量/⽞米重量×100(%)という計算式から導き出されるのは、精米した結果、⽩米として何%残り、糠として何%捨てたかという割合に過ぎません。この数字では本当に削るべき部 分が削られ、残すべき部分が残されたかどうかはわからないのです。
そこで視点を変えて、従来の方法で最も削りにくかった部分、つまり「厚み」の削られ方を、不要成分除去の指標とすることを提案したいと思います。それが扁平精米歩合です。
扁平精米歩合(%)=(⽩米の厚さ/⽞米の厚さ)3 ×100
精米においては、米粒の長さ、幅、厚さの順に研削が難しくなります。そこで一番研削されにくい厚さの部分がどれだけ削られているかをもとに、立体換算して指標とすれば、長さ、幅の不要成分はそれ以上に研削されていると推定できるため、その数値に原形精米した白米と同等以上の品質があると推定することが出来るでしょう。
大七の超扁平精米技術
大七では齋藤富男氏の理論に強い関心をもち、この精米法の実用化に向けて努力を続けてきました。そして、扁平精米の成果をより明確にするとともに、これまで扁平精米の問題点とされてきた砕米の多さ、時間が長くかかるという点を克服するため何度も精米試験を行い、最も効率的な扁平精米技術の確立に成功しました。考案者である齋藤富男氏の想定をも上回る扁平率を達成した当社の精米技術を、当社では「超扁平精米」と名付けました。
一般の精米では、どの精米歩合の時でも、見かけ精米歩合<扁平精米歩合、となるのが普通です。つまり、球形に削っているために厚み部分の研削が不⾜しています。その結果、精米したほどには糠が除去されないのです。
それに対して、大七の超扁平精米では、見かけ精米歩合70%の時の扁平精米歩合は51.3%と、圧倒的に高品質であることがわかります。見かけ精米歩合51%の時の扁平精米歩合は34.0%にも達しています。(一般の精米では、見かけ精米歩合35%の時の扁平精米歩合は64.4%と大きく劣っています。)
| 見かけ精米歩合(%) | 扁平精米歩合(%) |
|---|---|
| 玄米 | |
| 90 | 71.5 |
| 80 | 64.1 |
| 75 | 53.7 |
| 70 | 51.3 |
| 63 | 44.4 |
| 58 | 36.8 |
| 51 | 34.0 |
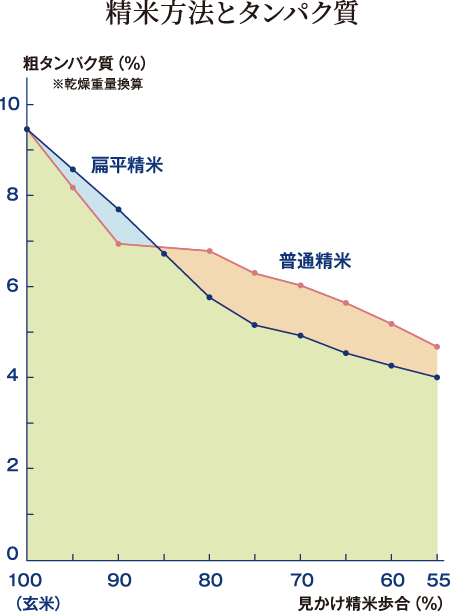
見かけ精米歩合と扁平精米歩合
できた⽩米の品質
超扁平精米によって得られた⽩米を分析し、従来法で精米したものと比較すると、超扁平精米では米の表面付近に多く存在するタンパク質を非常に効率よく除去することができ、極めて効果的な精米方法であるということが証明されました。超扁平精米による70%(見掛け精米歩合)と従来法の58%(見掛け精米歩合)のタンパク質含量がほぼ等しく、超扁平精米技術によって精米歩合で12%精⽩を上げたのに相当する成果を得ることができました。
| サンプル | 扁平精米歩合 | 形状 | 粗タンパク質残存率 |
|---|---|---|---|
| 他社製・35%・山田錦 | 64.4% | 球状 | 51.55% |
| 大七製・58%・五百万石 | 36.8% | 超扁平 | 44.07% |
| 大七製・51%・山田錦 | 34.0% | 超扁平 | 44.32% |
できたお酒の品質
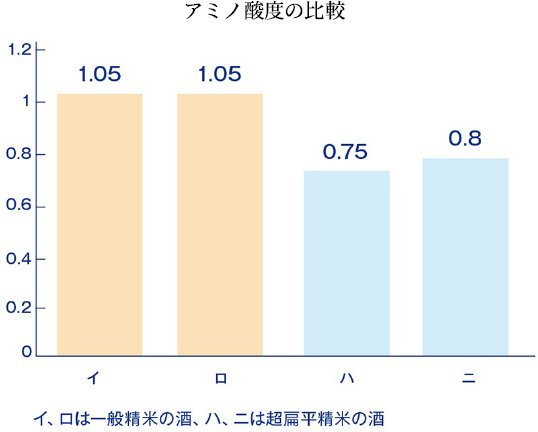
超扁平精米と一般の精米による、同じ見かけ精米歩合の⽩米で、比較醸造試験を行いました。すると超扁平精米の⽩米のほうが、よりアミノ酸の少ないきれいなお酒ができあがり、すっきりした吟醸タイプのお酒となりました。味わいの評価では、4段階評価の平均で一般精米の酒は2.45点であったのに対し、超扁平精米の酒は1.65点と上位になりました。(各審査員が1:大変よい 2:よい 3:並 4:難ありのいずれかの点をつけた平均。平均点が低いほど優秀。)また、わざと日光着色させる試験を行ったところ、超扁平精米の酒では日光臭はほんのわずかで、一般精米の酒よりも明らかに保存性がすぐれていました。
昨今の極端な精米についての考察
球形に削る一般の精米法は不効率であるとはいえ、極端なまでに小さく削り続けるならば、いずれは超扁平精米の品質に追いつけるのでしょうか?
私たちはそうは考えません。そこにはお米に対する考え方の相違があります。
大七では、良質の酒造好適米にこだわりますが、良い酒造好適米の条件は、米の中央部に⽩く不透明な柔らかな部分、いわゆる心⽩を持っていることです。この心⽩が、お酒に綺麗で柔らかなうま味をもたらすのです。しかし、心⽩は柔らかくもろい組織であるために、精米が心⽩にまで到達すると、米は割れてしまいます。大七の超扁平精米では、細心の注意で中心部の心⽩を壊さずに上手に活かしています。
他方、米を極端に小さく削るためには、もろい心⽩はむしろ邪魔になります。⽪⾁なことに心⽩の無いお米のほうが小さく削るのに好都合なのです。
大七の哲学は、お米に最大限の敬意を払い、お米の美質を活かしぬくこと。だからこそ生まれる至福のうま味は、極端な精米からは得られません。
大七の精米歩合は、最高級酒でも基本的に超扁平精米の50%です。これで丸く削られたどんな⽩米より、純度の高い良質な⽩米を得ていると私たちは確信しています。
超扁平精米・開発の歴史
1993年に扁平精米への取り組みを開始し、1995年に全国で初めて、扁平精米の概念を上回る“超扁平精米”技術の実用化に成功するまでの歴史を、詳しくご紹介します。大七は、本醸造酒(レギュラー酒)はもちろん、最高峰の純米大吟醸雫原酒に至るまで、すべて自社精米による超扁平精米を行っています。
- 1993年
- 扁平精米への取り組みを開始
東京国税局鑑定官室⻑の齋藤富男⽒が、⽇本醸造協会誌1⽉号「ふるい分け法による酒造⽤⽩⽶の評価」、同3⽉号「酒造⽤⽩⽶の形状と精⽶効率」など、扁平精⽶に関する論⽂を初めて発表された。
この論⽂に注⽬した⼤七酒造は、直後に齋藤⽒に連絡をとり、扁平精⽶実現への検討を開始した。しかし当時、精⽶機メーカーでは砕⽶発⽣のリスクが⼤きくなることを理由に、扁平精⽶に否定的であった。
9⽉、⼤七酒造は精⽶機メーカーの助けを借りずに、独⾃に扁平精⽶への挑戦を開始した。 - 1994年
- 二期目、実用化に目途
扁平精⽶に着⼿して⼆期⽬に⼊ったこの年、⼤七酒造は実⽤化に⽬途をつけ、12⽉に全国初の扁平精⽶による純⽶⼤吟醸の仕込みを開始した。 - 1995年
- 大七の技術を『超扁平精米』と命名
2⽉、太⽥英晴社⻑と尾形義雄精⽶部⻑とで、齋藤⽒が扁平精⽶の実験データをとられたという秋⽥県醸造試験場を訪問し、現地で⾏われていた扁平精⽶を視察。
ここで⼤七の扁平精⽶のほうが明⽩に扁平度が⾼いことを確認し、⾃信を深めた。
⼤七の技法を、既存の扁平精⽶の上をゆく「超扁平精⽶」と命名した。 - 1995年
- 全国初の超扁平精米による純米大吟醸を発売
7⽉、全国初の超扁平精⽶による純⽶⼤吟醸を「箕輪⾨」として発売開始した。 - 1997年
- さらなる飛躍へ、比較試験醸造も
この秋の酒造期に、超扁平精⽶が⼀段とレベルアップした。
翌年に超扁平精⽶技術の成果発表会を⾏うことを決め、データ作成のために純⽶吟醸の⽐較試験醸造を実施。 - 1998年
- 研究発表会で酒造業界にセンセーション
4⽉16⽇、⽇本酒造組合中央会東北⽀部の平成10年度酒造技術研究発表会(仙台市)で奥⽥恵⼦研究室⻑が発表。
5⽉22⽇、京王プラザホテルにて成果発表会を開催。参加者は齋藤富男⽒をはじめ、メディア各社、⼭本祥⼀朗⽒、篠⽥次郎⽒ら⽇本酒評論家、⽇本ソムリエスクール校⻑の⽊村克⼰⽒、卸店、酒販店などの業界関係者。
この年の⽇本醸造協会誌10⽉号、齋藤富男⽒の論⽂では弊社発表の資料も引⽤いただいた。 - 1999年
- 科学技術庁長官表彰
尾形義雄精⽶部⻑が、全国で初めて超扁平精⽶を実⽤化した功績を評価されて、「科学技術庁⻑官表彰」受賞。
この年から、当初は「箕輪⾨」や「皆伝」のみであった超扁平精⽶を、宝暦など全商品に拡⼤した。 - 2000年
- 「福島の名工」表彰
尾形義雄精⽶部⻑が、福島県卓越技能者「福島の名⼯」表彰。 - 2003年
- 日本醸造協会・醸造技能者表彰
尾形義雄精⽶部⻑が、⽇本醸造協会・醸造技能者表彰。 - 2008年
- 「現代の名工」表彰
尾形義雄精⽶部⻑が、卓越した技能者「現代の名⼯」表彰。 - 2014年
- ソーシャルプロダクツ賞
3⽉、「ソーシャルプロダクツ・アワード2014」でソーシャルプロダクツ賞受賞。 - 2014年
- 学会誌に研究レポート発表
砥粒加⼯学会誌58巻に奥⽥研究室⻑の「扁平精⽶法と清酒」という記事掲載。 - 2014年
- エコプロダクツ大賞・審査委員長特別賞
12⽉、「第11回エコプロダクツ⼤賞」で審査委員⻑特別賞受賞。 - 2016年
- 考案者の齋藤富男氏が日本醸造学会功績賞
10⽉、齋藤富男先⽣が⽇本醸造学会の功績賞を受賞。「私が受賞したのは⼤七酒造さんが私の理論の正しさを証明してくれたおかげ」と語る。 - 2018年
- ものづくり日本大賞・経済産業大臣賞
第七回ものづくり日本大賞において、「超扁平精米技術を利用した、生酛造りによる高級清酒の開発と海外展開」が評価され、酒造業界で過去最高の経済産業大臣賞受賞。