

釀酒點滴 #1
水井

大七的釀造用水取自流經安達太良山山麓花崗岩層的清澈的地下水。酒莊內共有三口水井,其中一口通稱“中井戶”,是創業以來的釀造用水專用水井。“中井戶”井深10米左右,是一口淺水井。這口井的井水,水質硬度適中,兼有軟水的細膩和硬水利於陳化的特點,與生酛釀造法可以說是珠聯璧合。
從照片中可以看到,水井上方設有滑輪。每年元旦凌晨,大七酒造都要利用這個滑輪從水井中打上新年的第一桶釀酒用水。(水井左後方是生產頂級清酒時用於壓榨醪的壓榨箱)
釀酒點滴 #2
和釜(蒸鍋)

用金屬鑄造的釀酒蒸鍋“和釜”,好處是能耐受大火不斷產生的大量過熱蒸汽。過熱蒸汽是超過水的沸點攝氏100度的高溫乾燥蒸汽,有利於蒸出外硬內軟的蒸米。大七一直堅持用傳統的“和釜”高溫蒸米,採用的“和釜”品牌是大型的“三州釜”。
2001年建設的新酒窖也為沿用“和釜”修建了兩座爐竈和巨大的煙囪。當時,業界人士稱其為清酒釀造行業最後的大型爐竈建設。2009年,大七酒造從繼承“南部鐵器”鑄造傳統的岩手縣採購了兩個新“和釜”,這也是國內清酒酒莊近40年來首次採購“和釜”。新“和釜”具有熱傳導性高、更加堅固的特點,是大七酒造實現可長期持續發展的一大基礎。
釀酒點滴 #3
4間製麴室




大七酒造設有4間製麴室,分別培育酛麴、添麴、仲麴和留麴,釀製一瓶清酒需要使用這4種分別獨立製出的米麴。
這4種麴具有不同的性質,例如,在釀酒中首先使用的酛麴需要利用催化力強的麴在適度乾燥的環境中花費一定時間進行培育,這樣才能使酛麴具備為擁有旺盛食欲的酵素不斷提供養分的能力。而在釀酒最後階段使用的留麴會直接影響清酒的口感,因此需要在乾燥高溫的室內環境中利用帶有高級芬芳的“突破精”型麴進行培育。
由於這4種麴的培育環境要求不同,因此如果在同一間製麴室進行培育,效果不免會打折扣。鑒於此,大七從約60年前起就設立了4個製麴室,在4種麴各自適應的最佳溫溼度環境中分別進行培育。日本全國在製麴過程中採取如此細緻措施的酒莊只有大七一家。
釀酒點滴 #4
木桶下料專用窖
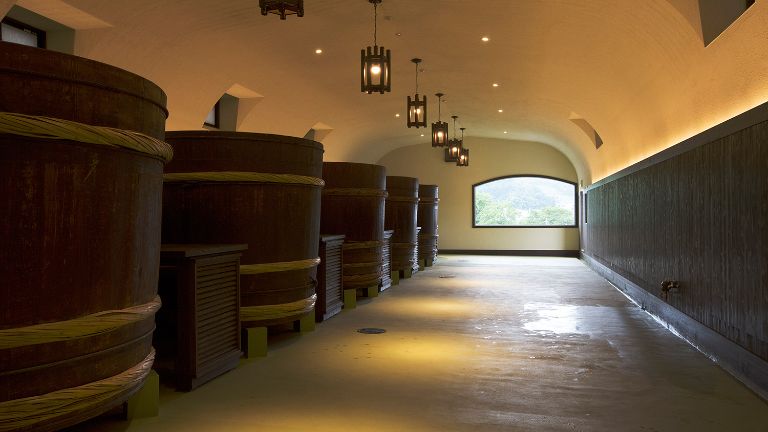
2001年,大七酒造時隔半個世紀重啓木桶釀製方法,並於2015年建成了木桶下料專用窖。專用窖中,沿著墻壁並排擺放著5個容量各為30石的下料大木桶,木桶固定在下方的台座上。經過粉刷的拱形天花板映射出柔美的間接照明燈光。天花板中央設有一列7盞擁有獨特設計的木架吊燈。透過敞亮的大窗,滿眼都是安達太良山蒼鬱的景緻。
大七建造這樣一間木桶下料專用窖是為了不受時間約束地釀造出世上頂級的清酒。無論是王公貴族,還是平民百姓,時間對每個人都是公平的。大七希望花費更多的心血,讓時間的流淌賦予清酒更多的價值,從而釀造出超乎吟釀酒的久而彌篤的頂級清酒。
釀酒點滴 #5
陳化

許多清酒都會出現因保存時間長久口感衰變的現象,而精品清酒則會因陳化而越來越香醇。陳化出的美味是時間的恩賜,非人力所及。大七酒造對每一個釀酒工序嚴格把關、一絲不茍,就是為了釀造出經得住時間考驗、在陳化過程中久而彌篤的精品清酒。
大七的純米酒和本釀造酒即使是夏天也會置於冷藏庫內放置一年至數年慢慢進行陳化,純米吟釀和純米大吟釀則會在釀造當年的春季經過嚴格質檢後裝瓶,然後在低溫儲藏酒窖保存一年至數年進行陳化。照片中的是大七的頂級儲藏酒窖。大七的特選陳釀的陳化時間會比其他類型的酒更要長數年,然後作為限量版推出市場。大七酒造產品標簽中所標示的釀造年度反映的正是陳化賦予清酒的附加價值。
釀酒點滴 #6
主調配師

有顧客常問:“同一種清酒也會因出產年份、下料的不同而出現口感的差異嗎?”回答是肯定的。清酒釀造的基礎是微生物的作用,因此下料後微生物的作用多少會有所差異,而且原酒在儲藏期間的陳化速度也不盡相同。在這一系列客觀條件下,為了提供質量穩定的產品,就需要調配師發揮重要任務。
大七酒造的主調配師是研究室負責人奧田惠子。奧田持有酒類綜合研究所(NRIB)頒發的“清酒評估專傢(Sake Expert Assessor)”証書,目前獲得這一証書的只有100人左右。奧田在原酒調配方面的才能獲得業界普遍首肯,她全面掌控各種儲藏原酒的口感、陳化程度、今後的口感變化等各種情況,並在此基礎上進行調配,如同交響樂團的指揮領導交響樂演奏似的,指導生產出優質的清酒。
原酒調配需要高超的技巧和深厚的經驗積累,通過調配賦予原酒更多附加價值,是一個1+1=3,甚至是1+1=4的創造性過程。大七推出的頂級美酒“妙花蘭曲Grand Cuvée”就是由奧田利用數十種原酒調配而成的。
釀酒點滴 #7
現代名工

最後壓場的是另一位重要人物、獲得“現代名工”榮譽稱號被尊為“生酛釀造權威”的杜氏(總釀酒師)佐藤孝信。
佐藤被昭和時代的大七酒造的杜氏‧伊藤勝次慧眼識中,進入大七酒造工作後迅速嶄露頭角,第二年就被提拔為釀酒工頭。
杜氏‧金田一突然過世後,佐藤在1997年接掌杜氏。通常,杜氏的職責在於總管全局,並不需要從事某項特定工作,但佐藤堅持在從事管理工作的同時親自參與“生酛”工序。他熱衷於研究分析,善於通過試驗和實踐不斷地有所創新。
“花10分力和3分力的工作效果完全不同,這個道理顯而易見”——這是佐藤常常掛在嘴邊的一句話。他對每一道工序都一絲不茍,嚴格把關,力求把每一件事做到完美。得益於這份執著,大七基於生酛釀造法生產的純米釀造酒兩度在全國新酒鑒評會上獲得金奬,達到了其他酒莊難以比肩的高度。現在,大七不再出品參加新酒的鑒評會,在佐藤的帶領下致力於口感醇厚的陳釀的生產和研發。
佐藤還善於製作,親手製造麴蓋、攪拌棒等釀酒用具以及名為“酒林”或“杉玉”的杉葉球,杉葉球是用來告之大家新酒初榨而成的標識。佐藤還親手製作用於正月裝飾的名為“鏡餅”的年糕,可謂是一位心靈手巧的釀酒達人。