

趣闻看点 #1
水井

大七酒造的酿造用水取自流经安达太良山山麓花岗岩层的清澈的地下水。酒庄内共有三口水井,其中一口通称“中井户”,是创业以来的酿造用水专用水井。“中井户”井深10米左右,是一口浅水井。这口井的井水,水质硬度适中,兼有软水的细腻和硬水便于陈化的特点,与生酛酿造法可以说是珠联璧合。
从照片中可以看到,水井上方设有滑轮。每年元旦凌晨,大七酒造都要利用这个滑轮从水井中打上当年的第一桶酿酒用水。(水井左后方是生产顶级清酒时用于压榨醪的压榨箱)
趣闻看点 #2
和釜(蒸锅)

被称为“和釜”的酿酒蒸锅用金属铸造,需要耐受大火并不断产生大量过热蒸汽。过热蒸汽是超过水的沸点100摄氏度的高温干燥蒸汽,有利于蒸出外硬内软的蒸米。大七酒造一直坚持用传统的“和釜”蒸米,采用的“和釜”品牌是大型的“三州釜”。
2001年启动新酒庄建设工程建设的新酒窖也为沿用“和釜”修建了两座炉灶和巨大的烟囱。当时,业界人士称其清酒酿造行业最后的大型炉灶建设施工。2009年,大七酒造从继承“南部铁器”铸造传统的岩手县采购了两个新“和釜”,这也是国内清酒酒庄近40年来首次采购“和釜”。新“和釜”具有热传导性好、更加坚固的特点,是大七酒造实现长期可持续发展的一大基础。
趣闻看点 #3
4间制曲室




大七酒造设有4间制曲室,分别培育酛曲、添曲、仲曲和留曲,酿制一瓶清酒需要使用所有曲子。
这4种曲子具有不同的性质,例如,在酿酒中首先使用的酛曲需要利用催化力强的曲子在适度干燥的环境中花费一定时间进行培育,这样才能使酛曲具备为拥有旺盛食欲的酶不断提供养分的能力。而在酿酒最后阶段使用的留曲会直接影响清酒的口感,因此需要在干燥高温的室内环境中利用带有高级芬芳的“突破精”型曲子进行培育。
由于这4种曲子的培育环境要求不同,因此如果在同一间制曲室进行培育,不免培育效果会打折扣。鉴于此,大七酒造从约60年前起就设立了4个制曲室,在4种曲子各自适应的最佳温湿度环境中分别进行培育。日本全国在制曲过程中采取如此细致措施的酒庄只有大七酒造一家。
趣闻看点 #4
木桶酿制专用窖
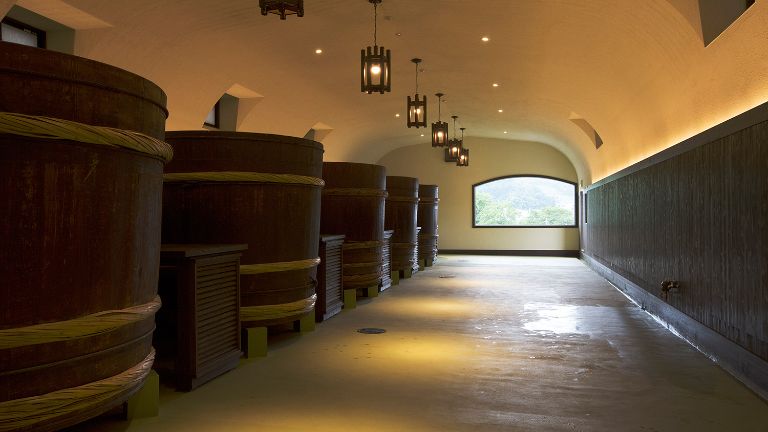
2001年,大七酒造时隔半个世纪重启木桶酿制方法,并于2015年建成了木桶酿制专用窖。专用窖中,沿着墙壁并排摆放着5个容量为30石的下料大木桶,木桶下方以台座进行固定。经过粉刷的拱形天花板映射出柔美的间接照明灯光。天花板中央设有一列7盏拥有独特设计的木架吊灯。透过敞亮的大窗,满眼都是安达太良山葱郁的景致。
大七酒造建造这样一间木桶酿制专用窖是为了不受时间约束地酿造出世上顶级的清酒。无论是王侯将相,还是平民百姓,时间对每个人都是公平的。大七酒造希望花费更多的心血,让时间流逝为清酒赋予更多的价值,从而酿造出超乎吟酿酒的久而弥笃的顶级清酒。
趣闻看点 #5
陈化

许多清酒都会出现因保存时间长久口感衰变的现象,而精品清酒则会因陈化而越来越香醇。陈化出的美味是时间的恩赐,非人力所及。大七酒造对每一个酿酒工序严格把关、一丝不苟,就是为了酿造出经得住时间考验、在陈化过程中久而弥笃的精品清酒。
大七酒造的纯米酒和本酿造酒即使是夏天也会置于冷藏库内放置一年至数年慢慢进行陈化,纯米吟酿和纯米大吟酿则会在酿造当年的春季经过严格质检后装瓶,然后在低温储藏酒窖保存一年至数年进行陈化。照片中的是大七酒造的顶级储藏酒窖。大七酒造的特选陈酿的陈化时间会比其他类型的酒更要长数年,然后作为限量版推出市场。大七酒造产品标签中所标示的酿造年度反映的正是陈化赋予清酒的附加价值。
趣闻看点 #6
主调配师

有顾客常问:“同一种清酒也会因出产年份、下料的不同而出现口感差异吗?”回答是肯定的。清酒酿造的基础是微生物的作用,因此下料后微生物的作用多少会有所差异,而且原酒在储藏期间的陈化速度也不尽相同。在这一系列客观条件下,为了提供质量稳定的产品,就需要调配师发挥重要作用。
大七酒造的主调配师是研究室负责人奥田惠子。奥田持有酒类综合研究所(NRIB)颁发的“清酒评估专家(Sake Expert Assessor)”证书,目前获得这一证书的只有100人左右。奥田在原酒调配方面的才能获得业界普遍首肯,她全面掌控各种储藏原酒的口感、陈化程度、今后的口感变化等各种情况,并在此基础上进行调配,如同乐团指挥领导交响乐演奏一般指导生产出优质的清酒。
原酒调配需要高超的技巧和深厚的经验积累,通过调配赋予原酒更多附加价值,是一个1+1=3、甚至是1+1=4的创造性过程。大七酒造推出的顶级美酒“妙花兰曲Grand Cuvée”就是由奥田利用数十种原酒调配而成的。.
趣闻看点 #7
现代名工

最后压场的是另一位重要人物、获得“现代名工”荣誉称号被尊为“生酛酿造权威”的杜氏(酿酒师)佐藤孝信。
佐藤被昭和时代的大七酒造的杜氏、伊藤胜次慧眼识中进入大七酒造工作,第二年就被提拔为酿酒工领班,迅速崭露头角。
在杜氏、金田一突然过世后,佐藤1997年接掌杜氏。通常,杜氏的职责在于总管全局,并不需要从事某项特定工作,但佐藤坚持在从事管理工作的同时亲自参与“生酛”工序。他热衷于研究分析,善于通过试验和实践不断有所创新。
“花10分力和3分力的工作效果完全不同,这个道理显而易见”——这是佐藤常常挂在嘴边的一句话。他对每一道工序都一丝不苟,严格把关,力求把每一件事做到完美。得益于这份执着,大七酒造基于生酛酿造法生产的纯米酿造两度在全国新酒鉴评会上摘得金奖,达到了其他酒庄难以比肩的高度。现在,相较新酒,大七酒造在佐藤的带领下正致力于口感醇厚的陈酿的生产和研发。
佐藤还善于制作,亲手制造曲盖、搅拌棒等酿酒用具以及名为“酒林”或“杉玉”的杉叶球,杉叶球是用来告之大家新酒初榨而成的标识。佐藤还亲手制作用于正月装饰的名为“镜饼”的年糕,可谓是一位心灵手巧的酿酒达人。